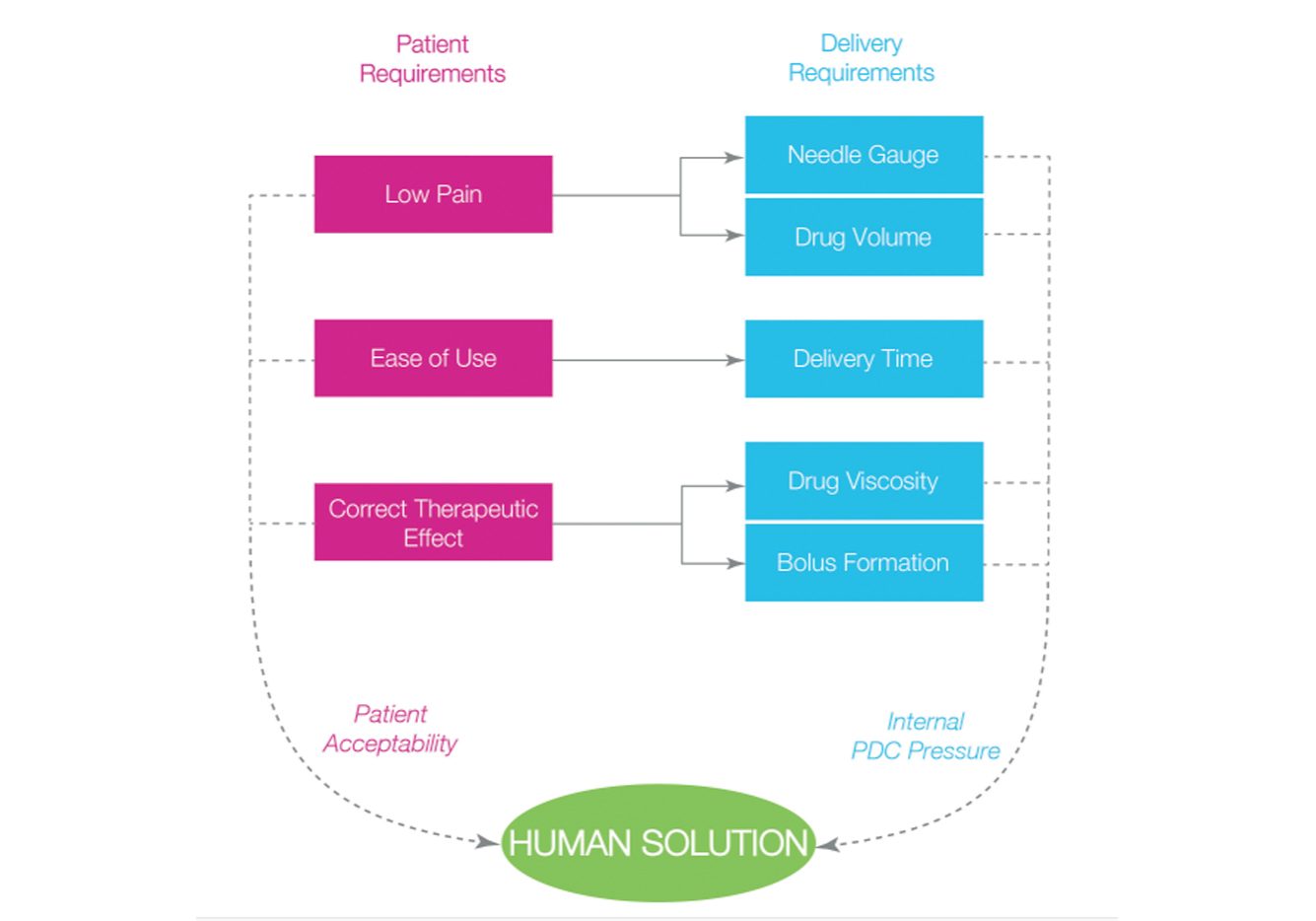
Combining Human Needs With High Viscosity Formulations
February 14, 2025
Within the injectable drug landscape, the availability and usage of high viscosity (HV) drugs is growing, often driven by developments…
Read More
At SMC, we specialize in flexible manufacturing services for the development, launch, and volume-production of disposable and point-of-care (POC) medical diagnostic kits and devices. These diagnostic consumables can be anything from a self-DNA test kit, to a clinical sepsis test, to an on-the-battlefield blood test kit.
Experienced staff, robust in-house services, and a global supply chain are pillars of our comprehensive medical manufacturing capabilities. Our background in both high-volume and low-volume manufacturing methods informs a nuanced understanding of commercialization scale-up. Best-in-class facilities and state-of-the-art equipment around the world deliver precise execution of every step in the diagnostics manufacturing process
SMC focuses exclusively on custom contract manufacturing for the medical market. All manufacturing facilities are FDA-registered and ISO 13485-certified. Our services include design, molding, assembly, high-speed automation and final packaging for your diagnostic applications.
SMC serves as a partner to many of the top diagnostics companies in the world. Our diagnostic equipment manufacturing experience includes:
A privately owned, global organization, we have earned the trust of many top medtech OEMs. As strategic partners to our customers, we offer efficient scale-up while mitigating risk with our robust quality management and resource planning systems.
The need for medical manufacturing methods that support adaptable, scalable solutions has become more crucial than ever in the diagnostic space. As the technologies associated with creating a lab-on-a-chip become more complex, so does the process of bringing the assay to a fully commercialized product. Our customers rely on us for speed to market with high-quality results.



Our program manufacturing team works to minimize risk, lower costs and establish a robust process. A dedicated Program Manager, responsible for all communication and overall performance, including volume expectations, cost parameters and regulatory requirements, will be assigned to you for the duration of your project.
To ensure precision in manufacturing increasingly complex and compact POC consumables, we employ design specialists with specific experience in microfluidic cartridges and cassettes. This expertise helps our partners improve the value stream of microfluidic POC devices, from development through commercialization.
In-house automation expertise sets our manufacturing methods apart, saving time and streamlining the supply chain. Depending on volume, we design and build automation tools and work cells in-house, or we work closely with established suppliers of high-speed automation systems to plan the best method of assembly for each component. Every program is customized, given the technical requirements, volume, cost and timeframe.
Yes, SMC is a global organization with 11 locations – United Kingdom, India, Costa Rica and 9 located in the United States (California, Ohio, Wisconsin (4), Massachusetts, North Carolina).
All SMC facilities are designed to produce high-volume medical devices, but each location has unique specialties. For example: SMC Somerset specializes in silicone manufacturing. North Carolina serves as our dedicated fill-finish location. Our facilities are strategically located to provide convenient access and support to our customers. To determine which facility is best suited for your project, we recommend reaching out to us for personalized guidance. Contact us for more information.
All of SMC manufacturing fall in either Medical Device, Diagnostics or the Pharmaceutical Markets. We do not manufacture anything in other markets.
At SMC, we stand out among other CDMOs (Contract Development and Manufacturing Organizations) because of our unique approach and capabilities. Not only are we a privately held company with an actively engaged management team, but we also specialize exclusively in medical manufacturing, serving the medical device, diagnostic, and pharmaceutical markets.
Our end-to-end manufacturing solutions cover everything from design to production, including fill-finish capabilities. With subject matter experts (SMEs) available every step of the way, we ensure a seamless process tailored to your needs.
What truly sets SMC apart is our proprietary auto-injector technologies, which we offer exclusively to our customers.
At SMC, the sooner we can get involved, the better! However, we’re happy to assist at any stage of your project. Whether you’re starting with a simple concept—like a napkin sketch—or transferring a fully developed program through a lift-and-shift process, we’re here to help.
It’s always best to engage your Contract Manufacturer (CM) as early as possible during your program’s planning phase. Early collaboration allows us to partner with you effectively and thoroughly review the manufacturing aspects of your project for optimal success.
At SMC, the collaborative supply chain teams, led by our Chief Supply Chain Officer, employ best-in-class techniques to ensure customer success on a global scale. The SMC-approved supplier list includes multiple alternatives for all major commodities, providing diverse sourcing options to mitigate risk. We collaborate closely with internal stakeholders, including finance, engineering, operations, and legal teams, to ensure alignment and support for procurement strategies tailored to address customer concerns and needs. By building and nurturing strong relationships with key suppliers and partners, we leverage strategic advantages that foster innovation, enhance pricing power, and provide flexibility in production and transportation. Key performance indicators (KPIs) are utilized to measure the effectiveness of procurement strategies and operations, driving continuous improvement in supply base processes, systems, and practices. Our approach anticipates and mitigates risks by accounting for economic, geopolitical, and environmental events that may impact procurement and supply chain operations. Additionally, we achieve buying power through a combination of concentrated spending with key suppliers, independent pricing and minimum order quantity (MOQ) negotiations, and the use of purchasing data and forecast extrapolations.
Our success in managing potential supply risk is rooted in our focused approach across several key areas. We maintain a strong core of senior technical and commercial leaders within SMC, ensuring that experienced leadership drives risk management efforts. Identifying supply risk areas and implementing mitigation strategies is a core responsibility of our senior management and their teams. To stay ahead of our customers’ capacity needs, we pre-invest in infrastructure, ensuring preparedness and adaptability. Consistent technology investments enable us to mitigate risks related to both obsolescence and security. Additionally, we provide safety stock of both raw materials and finished goods to support our customers’ needs. Where applicable, we employ dual sourcing for critical components to enhance supply chain resilience. Lastly, site-specific business continuity plans allow us to respond quickly and effectively to unexpected events, minimizing potential disruptions.
Yes, all SMC Facilities are ISO 13485 Certified and FDA registered. You Can find all of our certifications here.
Our contract manufacturing capabilities, focused on single-use and disposable medical devices, include innovative autoinjector platforms designed for subcutaneous or intramuscular injection. These platforms can be customized to your drug formulation.

